


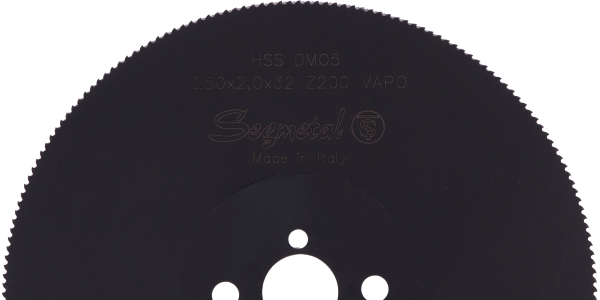
Steam Oxide treatment
This is a controlled oxidation on the blade that makes a layer of iron oxide which increases the self-lubricating capacity and the antifriction of the saw blade giving the following advantages:
- Increased ability to retain the coolant and therefore greater heat dissipation during the cutting.
- High resistance the glue, thus reducing the possibility of seizure.
- Reduction of friction coefficients with increasing of the performances.
Recommended blade on manual cut-off machine.
COATING FEATURES
- Surface hardness: 900 HV
- Friction coefficient: 0,60
 TiN • Titanium nitride coating
TiN • Titanium nitride coating 
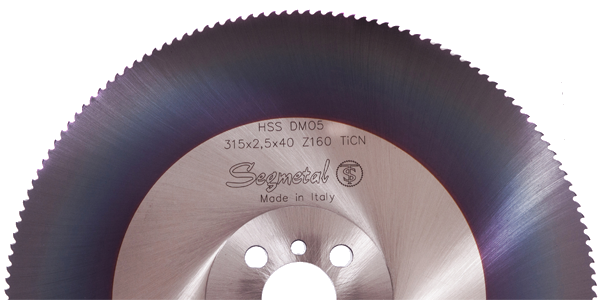 TiCn • Titanium carbon nitride
TiCn • Titanium carbon nitride 
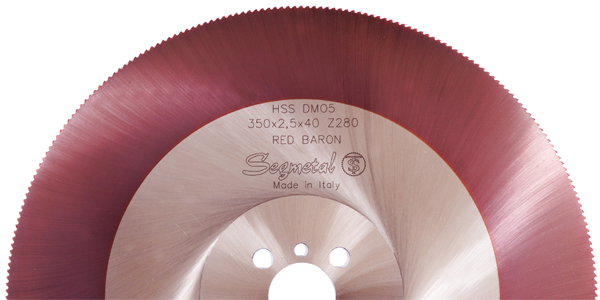 Red Baron
Red Baron
 TiAlN • Titanium aluminium nitride
TiAlN • Titanium aluminium nitride
 S-TiAlN
S-TiAlN
